

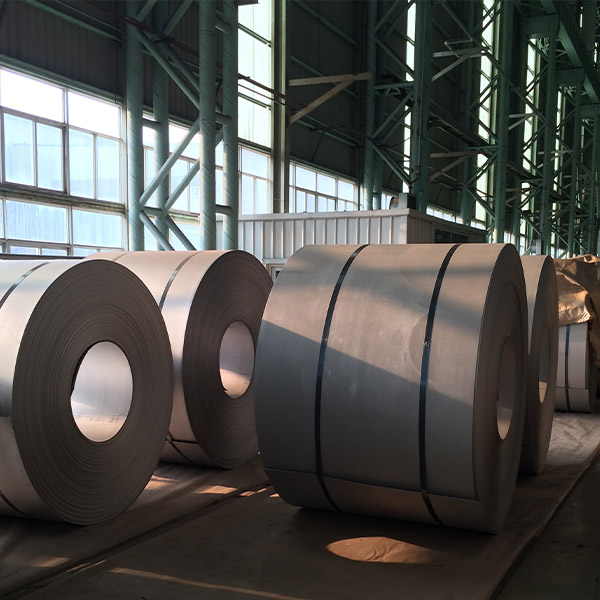
Trawienie gorącowalcowanej stali w kręgach



Wymiary
Rozmiar blachy stalowej powinien spełniać wymagania podane w tabeli „Wymiary i specyfikacje blach stalowych walcowanych na gorąco (fragment z GB/T709-1988)”.
Rozmiar taśmy stalowej powinien spełniać wymagania podane w tabeli „Wymiary i specyfikacje taśmy stalowej walcowanej na gorąco (fragment z GB/T709-1988)”.
Szerokość blachy stalowej może wynosić 50 mm lub wielokrotność 10 mm.
Długość blachy stalowej może wynosić 100 mm lub wielokrotność 50 mm, ale minimalna długość blachy stalowej o szerokości mniejszej lub równej 4 mm nie może być mniejsza niż 1,2 m, a minimalna długość blachy stalowej o grubości większej niż 4 mm nie może być mniejsza niż 2 m.
Zgodnie z wymogami, jeśli grubość blachy stalowej jest mniejsza niż 30 mm, odstęp grubości może wynosić 0,5 mm.
W zależności od potrzeb, po negocjacjach między dostawcą i kupującym, możliwe jest dostarczenie blach i taśm stalowych o innych wymiarach.
Specyfikacja
Typowa grubość:0,8, 1,0, 1,2, 1,5, 1,8, 2,0, 2,35, 2,45, 2,50, 2,70, 2,75, 2,8, 2,9, 2,95, 3,0, 3,25, 3,3, 3,5, 3,75, 3,8, 3,9, 3,95, 4, 4,25, 4,5, 4,7, 4,75, 5, 5,5, 5,75, 6, 6,75, 7, 7,5, 7,75, 8, 8,75, 9, 9,5, 9,75, 10, 10,5, 11, 11,5, 12
Główne produkty
Stale walcowane na gorąco można podzielić na zwykłe stale konstrukcyjne węglowe, stale niskostopowe i stale stopowe, w zależności od materiału i właściwości. Ze względu na zastosowanie, można je podzielić na: stal do formowania na zimno, stal konstrukcyjną, stal konstrukcyjną dla przemysłu motoryzacyjnego, stal konstrukcyjną odporną na korozję, stal konstrukcyjną dla przemysłu mechanicznego, stal spawaną na butle gazowe i zbiorniki ciśnieniowe, stal rurociągową itp.
Proces produkcyjny
W jednostce do produkcji blach gorącowalcowanych ocynkowanych ogniowo stosuje się ulepszony proces wyżarzania Sendzimira, a surowcem są walcowane na gorąco, trawione kręgi. Proces produkcji przebiega następująco:
Gorącowalcowany zwój trawiony → rozwijanie → głowica tnąca i ogon → spawanie → pętlarka wejściowa → zmodyfikowany piec do wyżarzania poziomego Sendzimira → cynkowanie ogniowe → chłodzenie po galwanizacji → pomiar grubości warstwy cynku → wygładzanie i prostowanie → obróbka pasywacyjna → stół kontrolny → olejowanie elektrostatyczne → zwijanie → ważenie i pakowanie → magazynowanie gotowego wyrobu.
ekspozycja produktu

Powiązane produkty
-

Zwoje stali walcowanej na gorąco
Koncepcja produktu Walcowanie na gorąco (ang. hot rolling), czyli gorącowalcowany zwój, wykorzystuje jako surowiec kęsisk płaski (głównie wlewki z ciągłego odlewania), a po nagrzaniu jest on przetwarzany na taśmę stalową na walcarce wstępnej i wykańczającej. Gorąca taśma stalowa z ostatniej walcarki wykańczającej jest schładzana do zadanej temperatury za pomocą przepływu laminarnego, a następnie zwijana w zwój stali przez zwijarkę. Schłodzony zwój stali poddawany jest różnym...
-

A36 SS400 S235JR Stal walcowana na gorąco w kręgach /HRC
Jakość powierzchni dzieli się na dwa poziomy: Zwykła dokładność: powierzchnia blachy stalowej może mieć cienką warstwę zgorzeliny tlenku żelaza, rdzę, chropowatość powierzchni spowodowaną łuszczeniem się zgorzeliny tlenku żelaza oraz inne lokalne defekty, których wysokość lub głębokość przekracza dopuszczalne odchylenia. Na wzorze dopuszczalne są niewidoczne zadziory i pojedyncze ślady, których wysokość nie przekracza wysokości wzoru. Maksymalna powierzchnia...
-

Cewka o wysokiej precyzji
Wprowadzenie do produktu. Specyfikacje blach stalowych ryflowanych są wyrażone w postaci grubości bazowej (nie licząc grubości żeber) i istnieje 10 specyfikacji o grubości 2,5-8 mm. Do blachy ryflowanej stosuje się normy nr 1-3. Walcowana jest zwykła stal węglowa klasy B, a jej skład chemiczny spełnia wymagania normy GB700 „Warunki techniczne dla zwykłej stali węglowej konstrukcyjnej”. Wysokość...
-

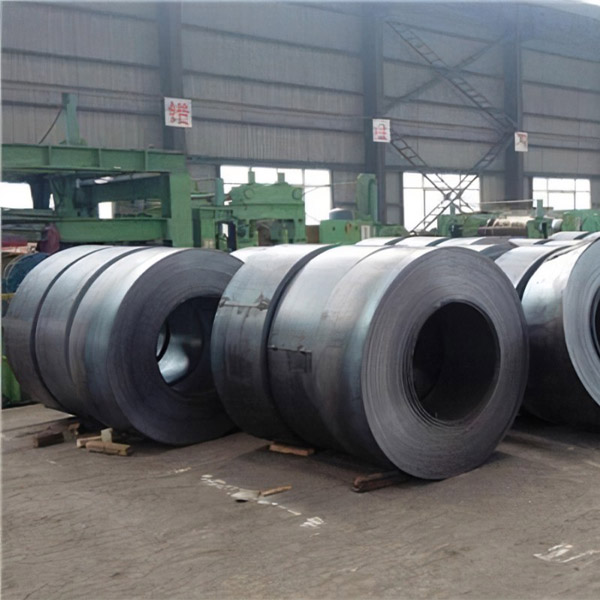
Walcowany na gorąco, trawiony, powlekany olejem zwój
Specyfikacja: Grubość wynosi 0,2–4 mm, szerokość 600–2000 mm, a długość blachy stalowej 1200–6000 mm. Proces produkcji: W procesie produkcyjnym nie stosuje się nagrzewania, dzięki czemu nie występują wady, takie jak wżery i zgorzelina, które często występują podczas walcowania na gorąco. Jakość powierzchni jest dobra, a jej gładkość wysoka. Ponadto,...